
Fondements de l’extraction non aqueuse du bitume des sables bitumineux
Promoteur principal : Université de l’Alberta
Lieu : Edmonton (Alberta)
Contribution du écoEIN : 998 000 $
Total du projet : 1 410 000 $ M
Contexte du projet
L’accumulation des résidus fins mûrs (RFM) du processus courant d’extraction non aqueuse pour la récupération du pétrole des sables bitumineux constitue le problème le plus pressant pour l’industrie de l’exploitation des sables bitumineux. La règlementation gouvernementale et l’opinion publique sont les facteurs motivant l’industrie à développer une technologie plus efficace.
Une autre approche consiste en l’emploi de solvants non aqueux pour extraire le bitume des sables bitumineux. La méthode d’extraction non aqueuse peut être efficace, mais elle pose deux défis clés. En premier lieu, la récupération du solvant de la gangue extraite doit être extrêmement efficace afin de réduire au minimum les effets sur l’environnement et les coûts du solvant perdu. En second lieu, le bitume obtenu doit contenir peu de solides minéraux afin de répondre aux exigences de traitement en amont. Il faut une solide compréhension des interactions entre le solvant et les composants de la matrice des sables bitumineux et un solvant de conception appropriée. À cette fin, l’Institute for Oil Sands Innovation (IOSI) de l’Université de l’Alberta a proposé le projet « Fondements de l’extraction non aqueuse du bitume des sables bitumineux » pour financement par l’Initiative écoÉNERGIE sur l’Innovation. Le Projet a reçu 982 k$ pour étudier les interactions chimiques et physiques déterminant l’extraction non aqueuse du bitume des sables bitumineux.
Résultats
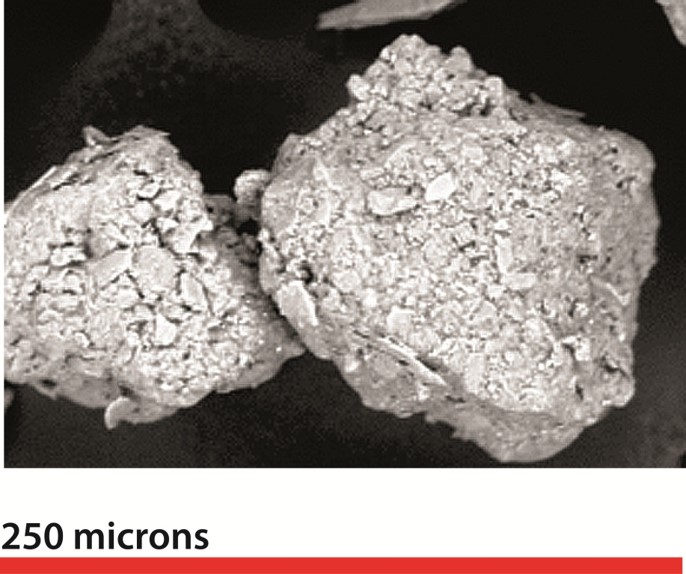
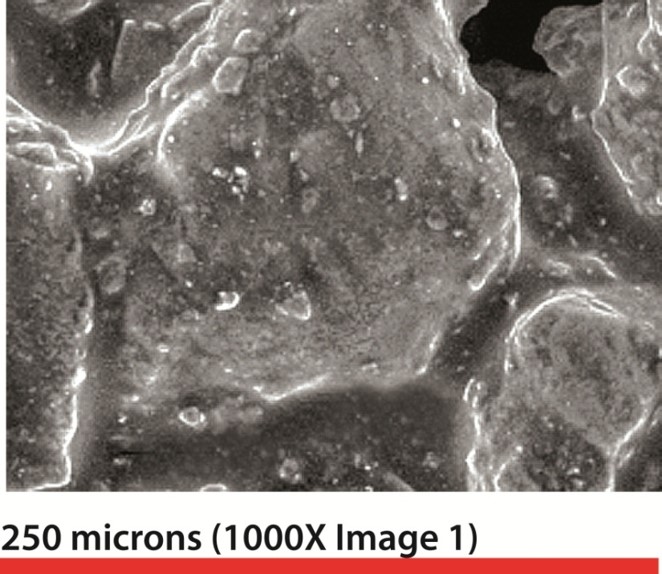
Image par MEB de sables bitumineux dont le solvant a été extrait, montrant l’adhérence des minéraux argileux aux particules de sable
version textuelle
Les minéraux argileux dans les sables bitumineux adhèrent aux particules de sable après l’extraction du solvant, ce qui est le résultat souhaité de l’extraction du solvant des sables bitumineux puisque les minéraux argileux fins ne passeront pas à la phase de bitume-solvant liquide pour ainsi contaminer le produit.
Onze solvants organiques et des combinaisons de ces derniers ont été mis à l’essai : le toluène, l’heptane, le cyclohexane, le méthylcyclohexane, l’éthylbenzène, le xylène, l’isoprène et le limonène. Le cyclohexane s’est avéré le meilleur solvant en raison du taux élevé d’extraction du bitume (plus de 94 % pour le minerai riche et plus de 90 % pour le minerai pauvre) et du faible contenu en résidus dans la gangue extraite. En utilisant le cyclohexane comme principal solvant, plusieurs éléments de l’extraction non aqueuse ont fait l’objet d’études. Il a été déterminé que la composition minérale du minerai a un effet négligeable sur l’extraction du bitume au moyen du cyclohexane, à l’exception des minéraux argileux expansibles (illite-smectite), dans le cas duquel il y a eu un effet. Toutefois la concentration de ces minéraux argileux dans les sables bitumineux est généralement très faible et par conséquent, l’effet serait probablement minime.
Lors de l’extraction au moyen du cyclohexane, il a été découvert qu’il fallait désintégrer des blocs de minerai pour que le solvant puisse atteindre et dissoudre le bitume. L’eau piégée et la déposition ont permis d’agglomérer les solides minéraux fins (surtout des minéraux argileux) hydrophiles (ayant une affinité pour l’eau). Par contre, les solides fins hydrophobes ou partiellement hydrophobes (n’ayant pas d’affinité pour l’eau) demeuraient suspendus dans le produit bitume-solvant. Après 48 heures de sédimentation par gravité, il était encore impossible de réduire suffisamment les solides suspendus afin de répondre aux exigences pour le transport par pipeline (< 0,5 % en poids) et d’autant moins pour l’approvisionnement des raffineries (< 0,03 % en poids). Par conséquent, des méthodes autres que la sédimentation par gravité doivent être élaborées pour nettoyer le produit bitume-solvant.
Il a été déterminé que la thermodynamique et la cinétique régissent la récupération du cyclohexane de la gangue extraite. Le bitume résiduel et les composants organiques irrécupérables (tels que le kérogène) dans la gangue ont pour effet d’accroître l’affinité des solides minéraux pour le solvant. Ainsi, le bitume résiduel avait tendance à migrer avec le cyclohexane en évaporation et à se déposer sur la surface du lit de gangue. L’assèchement de la gangue contenant de 0,5 à 2,0 % de poids de bitume résiduel dans un lit stationnaire à la température et à la pression ambiantes n’a pas permis de réduire la teneur en cyclohexane au-dessous de 260 ppm.
Avantages pour le Canada
L’application réussie de cette technologie éliminera le besoin de bassins de résidus et réduira considérablement la consommation d’eau. Il ne faudrait plus chauffer de grandes quantités d’eau et ainsi, la consommation d’énergie et les émissions de gaz à effet de serre seraient réduites.
Prochaines étapes
Prochaines étapes
Il est recommandé que la recherche de suivi se penche sur le nettoyage du produit bitume-solvant en éliminant les solides fins par floculation à l’aide d’un polymère et ensuite, par la sédimentation ou la filtration, l’élimination du film d’huile à l’aide d’eau modifiée ou d’un porteur magnétique, ou un traitement hydrothermal suivi d’une filtration fine. Il est recommandé que les efforts de récupération du solvant se concentrent sur l’assèchement dans un lit dynamique (par exemple, par culbutage) plutôt que stationnaire pour que l’élimination du solvant soit plus efficace.
- Rapport public : Principes fondamentaux de l’extraction non aqueuse des sables bitumineux (Disponible en anglais seulement)
Détails de la page
- Date de modification :